


Автоматична лінія для виробництва великих бочок, барабанів, відер та контейнерів об'ємом 30-50 літрів








Автоматична лінія для виробництва великих бочок, барабанів, відер та контейнерів об'ємом 30-50 літрів
Автоматична лінія для виробництва круглих банок
Підходить для автоматичного виробництва великих бочок об'ємом 30-50 літрів,
Три металеві пластини:корпус банки, кришка банки та дно банки.Банка єциліндричнийформа.
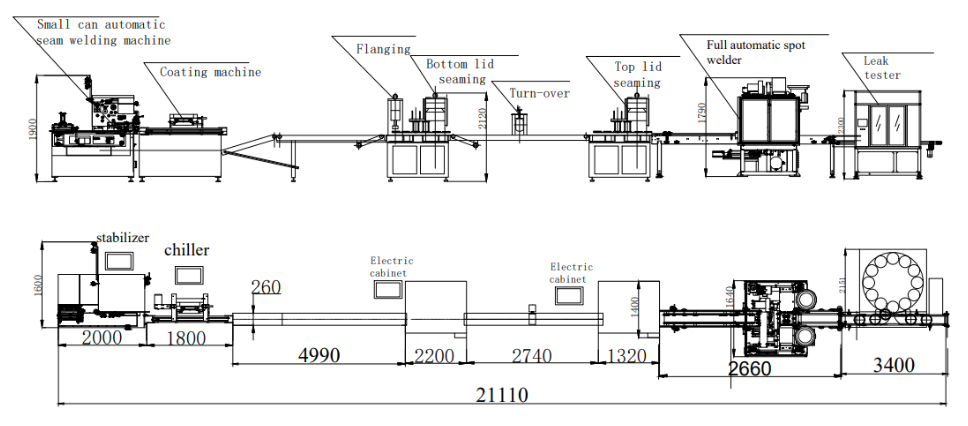
Технічний потік:
різання жерсті до заготовки-заокруглення(Розрізання)-Зварювання-зовнішнійПокриття-Фланцювання-нижня кришкагодування-Зшивання швів-Поворотпонад Tкришкагодування-Зшивання швів-+Вушна петлязварювання-Випробування на герметичність упаковки
Виробнича лінія для виготовлення бочок доступна,Натисніть тут, щоб отримати детальну інформацію.
Як керувати цією лінією виробництва бочок?
Спочатку помістіть нарізані матеріали для корпусу банки на стіл подачі автоматичного зварювального апарату контакту, відсмоктуйте за допомогою вакуумних присосок, надсилайте бляшані заготовки на подавальний ролик по одній. Через подавальний ролик окрема бляшана заготовка подається на закруглювальний ролик для проведення процесу закруглення, потім вона подається до механізму формування закруглення для закруглення. Корпус подається в зварювальний апарат контакту та виконує зварювання після точного позиціонування.
Після зварювання корпус банки автоматично подається на роторний магнітний конвеєр машини для нанесення покриття для зовнішнього покриття, внутрішнього покриття або внутрішнього порошкового покриття, що залежить від різних потреб замовника. Це в основному використовується для запобігання потраплянню повітря на бічні зварювальні шви та їх іржі. Потім корпус банки подається на комбіновану машину, вона знаходиться у вертикальному стані, проходить через вертикальний конвеєр і за допомогою затискачів відправляється на станцію відбортовки. Завдання відбортовки завершується натисканням на верхню та нижню відбортовку форми.
Після цього фланцевий корпус банки надсилається до автоматичного подавального пристрою нижньої кришки. Через датчик виявлення, що наближається корпус банки, подавальний пристрій кришки автоматично подає нижню кришку до верхньої частини корпусу банки, і обидва вони надсилаються в положення під закаточний шматок, підйомний лоток надсилає корпус банки та дно до головки закаточного верстата для запаювання.
Після зашивання одного кінця, матеріал надсилається до токаря корпусу банки для перевертання, потім знову проводиться автоматичне виявлення та зашивання верхньої кришки. Нарешті, матеріал подається на автоматичний зварювальний апарат з подвійними точками для вушних вушок, через автоматичне індексування бічних зварювальних швів, кулачковий конвеєр, механічне розбиття фарби, також оснащений автоматичними вібраційними дисками для вушних вушок, що завершує точне зварювальне завдання на невеликій круглій банці.
Нарешті, готова банка подається конвеєром до автоматичної станції перевірки витоків. Після точної перевірки джерела повітря некваліфіковані продукти виявляються та переміщуються до фіксованої зони, а кваліфіковані продукти надходять на пакувальний робочий стіл для остаточного пакування.
Склад обладнання автоматичної лінії виробництва круглих банок

| Перший розріз (мінімальна ширина) | 150 мм | Другий розріз (мінімальна ширина) | 60 мм |
| Швидкість (шт./хв) | 32 | Товщина листа | 0,12-0,5 мм |
| Потужність | 22 кВт | Напруга | 220 В/380 В/440 В |
| Вага | 21000 кг | Розміри (Д*Ш*В) | 2520X1840X3980 мм |

| Модель | КТПК-2 | Напруга та частота | 380 В 3 л+1 нуль+захищене заземлення |
| Швидкість виробництва | 5-60 м/хв | Витрата порошку | 8-10 мм та 10-20 мм |
| Споживання повітря | 0,6 МПа | Діапазон корпусу може | D50-200 мм D80-400 мм |
| Потреба в повітрі | 100-200 л/хв | Споживання енергії | 2,8 кВт |
| Розмір машини | 1080*720*1820 мм | Вага брутто | 300 кг |

| Діапазон частот | 100-280 Гц | Швидкість зварювання | 6-15 м/хв |
| Виробничі можливості | 15-35 банок/хв | Застосовуваний діаметр банки | Φ220-Φ350 мм |
| Застосовувана висота банки | 220-550 мм | Застосовуваний матеріал | Жерстяна пластина, на основі сталі, хромована пластина |
| Застосовувана товщина матеріалу | 0,2~0,6 мм | Застосовуваний діаметр мідного дроту | Φ1,7 мм, Φ1,5 мм |
| Охолоджувальна вода | Температура: 12-20℃ Тиск: >0,4 МПа Витрата: 40 л/хв | ||
| Загальна потужність | 125 кВА | Вимір | 2200*1520*1980 мм |
| Вага | 2500 кг | Порошок | 380 В ± 5% 50 Гц |

Машина для покриття
| Діапазон висоти банок | 50-600 мм | Діапазон діаметрів банок | 52-400 мм |
| Швидкість ролика | 5-30 м/хв | Тип покриття | Валкове покриття |
| Ширина лаку | 8-15 мм 10-20 мм | Основне джерело живлення та струмове навантаження | 220 В 0,5 кВт |
| Споживання повітря | 0,6 МПа 20 л/хв | Розміри машини та вага нетто | 2100*720*1520 мм300 кг |

| Потужність пальника | 1-2 кВт | Швидкість нагрівання пальника | 4 м-7 м/хв |
| Підходящий малий діаметр банки | Φ45-Φ176 мм | Підходящий великий діаметр банки | Φ176-Φ350 мм |
| Висота банки | 45 мм-600 мм | Охолоджувальна вода | >0,4 МПа, 12-20 ℃, 40 л/хв |
| Споживання повітря | ≥50 л/хв > 0,5 МПа | ||

Автоматична машина для комбінування корпусів банок
| Виробнича потужність | 25-30 копій за хвилину | Діапазон банок Dia | 200-300 мм |
| Діапазон висоти банок | 170-460 мм | товщина | ≤0,4 мм |
| Загальна потужність | 44,41 кВт | Тиск у пневматичній системі | 0,3-0,5 МПа |
| Розмір конвеєра для вертикального кріплення кузова | 4260*340*1000 мм | Розмір комбінованої машини | 3800*1770*3200 мм |
| Розмір електричної шафи | 700*450*1700 мм | Вага | 9T |
Схема виробничої лінії
Виготовлення витворів мистецтва з бляшаних банок

30-50L велика бочка динамічна діаграма
Провідний постачальник у КитаїМашина для виготовлення бляшанок з 3 частиніМашина для виготовлення аерозольних балончиків«Changtai Intelligent Equipment Co., Ltd.» – це досвідчений завод з виробництва машин для виготовлення банок. Наші системи для виготовлення банок відрізняються високим рівнем модульності та технологічних можливостей і підходять для широкого спектру застосувань, включаючи розрізання, формування, зрізання, відбортовку, штампування та закатку. Завдяки швидкому та простому переналаштуванню вони поєднують надзвичайно високу продуктивність з найвищою якістю продукції, водночас забезпечуючи високий рівень безпеки та ефективний захист для операторів.
-

Зварювальний апарат для бляшанок 200-401 об'ємом 170 мл - 2,5 л ...
-

Зварювальний апарат для бляшанок 211-700 247 мл-8 л для швів бляшанок...
-

30L-50L велика бочка кругла металева банка бочка для олії...
-

30L-50L Велика кругла металева бочка для олії...
-

Банки для харчових продуктів 5-25 л, банки для олії, круглі банки, квадратні банки...
-

Автоматична машина для різання з подвійним дисковим ножем